

Detik-Detik yang Menentukan Nasib Pabrik
Bayangkan skenario yang sayangnya terlalu sering terjadi di dunia industri. Sirine tanda bahaya berbunyi di sebuah pabrik pengolahan makanan. Asap hitam mulai mengepul dari panel kontrol mesin packaging. Operator yang berada di lokasi dengan sigap mengambil Alat Pemadam Api Ringan (APAR) yang terpasang di dinding. Namun, saat tuas ditekan, tidak ada isi yang keluar. Atau lebih buruk lagi, isi keluar namun justru menyebabkan ledakan kecil karena jenis media yang digunakan tidak cocok dengan sumber api listrik.
Dalam hitungan menit, api yang seharusnya bisa dijinakkan itu membesar, melahap atap gudang, dan menyebabkan kerugian miliaran rupiah. Investigasi pasca-kejadian seringkali menyimpulkan satu hal pahit: penyebab utama bencana bukanlah ketiadaan alat, melainkan kesalahan penggunaan APAR pabrik yang dilakukan oleh personel di lapangan.
Berdasarkan berbagai penelitian, salah satu penyebab utama penyebab kegagalan pemadaman api di tahap awal (incipient stage) berasal dari faktor manusia atau human error. Memiliki alat pemadam tercanggih sekalipun tidak akan berguna jika operatornya tidak memahami cara menggunakan APAR yang benar atau jika alat tersebut dalam kondisi tidak layak pakai.
Artikel ini akan membedah tujuh kesalahan paling fatal yang sering terjadi di lingkungan pabrik dan bagaimana strategi manajemen keselamatan kebakaran yang tepat dapat mencegahnya. Pelajari juga Panduan Lengkap Alat Pemadam Kebakaran untuk Pabrik dan Area Produksi Berisiko Tinggi untuk memahami cara memilih APAR yang tepat sesuai jenis risiko kebakaran di lingkungan industri.
1. Salah Memilih Jenis Media Pemadam (Wrong Class)
Kesalahan pertama dan yang paling sering terjadi adalah ketidaksesuaian antara media APAR dengan sumber api. Di pabrik, risiko kebakaran sangat beragam, mulai dari benda padat, cairan kimia, hingga listrik tegangan tinggi.
Banyak operator yang beranggapan bahwa semua tabung merah isinya sama. Ini adalah risiko salah pilih APAR yang fatal. Contoh kasus yang sering terjadi adalah menggunakan APAR jenis Busa (Foam) atau Air untuk memadamkan kebakaran pada panel listrik (Kelas C). Karena air dan busa bersifat konduktor (menghantarkan listrik), penyemprotan ini justru akan menyebabkan korsleting masif dan operator berisiko tinggi tersengat aliran listrik (electrocution).
Sebaliknya, menggunakan APAR CO2 untuk memadamkan kebakaran tumpukan kayu atau kertas di area terbuka seringkali tidak efektif karena gas CO2 mudah tertiup angin dan tidak memiliki daya penetrasi ke dalam pori-pori material padat yang membara.
Solusi: Lakukan identifikasi risiko di setiap zona. Pastikan APAR yang tersedia adalah jenis APAR tidak sesuai risiko spesifik di area tersebut segera diganti.
2. Akses Menuju APAR Terhalang (Blocked Access)
Di lingkungan pabrik yang dinamis, pergerakan barang sangat cepat. Seringkali, area di depan APAR dijadikan tempat parkir sementara untuk palet barang, tumpukan kardus, atau troli forklift.
Kesalahan penempatan APAR atau pembiaran akses yang tertutup ini terlihat sepele, namun sangat krusial saat darurat. Ingat, Golden Time atau waktu emas memadamkan api hanya berkisar 2 hingga 3 menit. Jika operator harus menghabiskan waktu 1 menit hanya untuk memindahkan tumpukan barang demi mengambil APAR, maka api kemungkinan besar sudah membesar di luar kendali. Kondisi akses APAR terhalang adalah pelanggaran serius dalam audit K3.
Solusi: Buat marka kotak kuning atau merah di lantai tepat di bawah APAR (area steril). Terapkan aturan tegas bahwa area tersebut haram diletakkan barang apapun, meskipun hanya sebentar.
3. Teknik Penyemprotan yang Salah (Gagal PASS)
Memegang tabung APAR tidak sama dengan memegang selang air taman. Banyak orang awam yang saat panik langsung menekan tuas tanpa mencabut pin pengaman, atau menyemprotkan isi APAR ke bagian lidah api (atas), bukan ke sumber api (dasar).
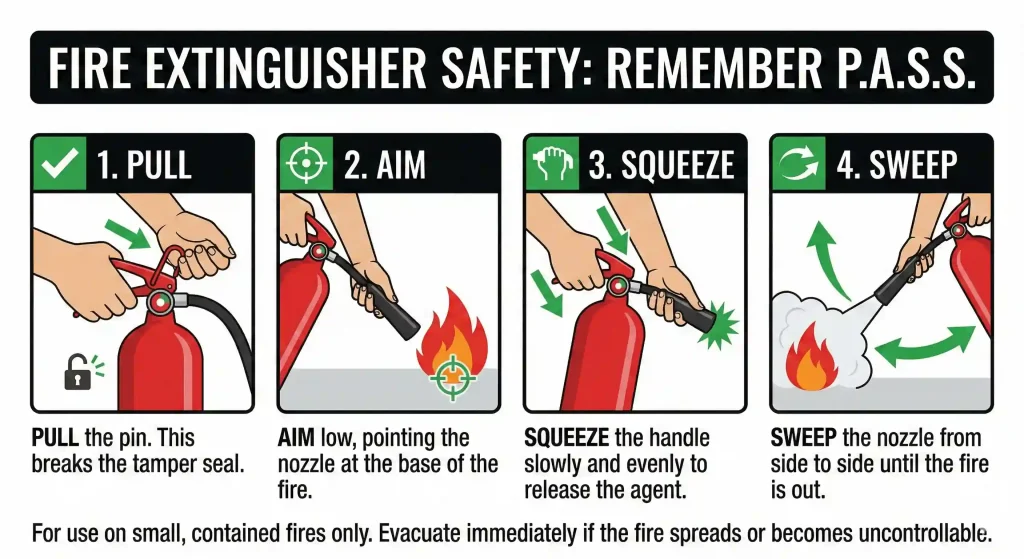
Kesalahan teknis lainnya adalah tidak menerapkan teknik PASS pemadaman api yang benar. PASS adalah singkatan dari:
- Pull: Tarik pin pengaman.
- Aim: Arahkan nozzle ke dasar api.
- Squeeze: Tekan tuas pegangan.
- Sweep: Sapukan nozzle dari kiri ke kanan.
Tanpa pemahaman ini, isi tabung akan habis terbuang sia-sia tanpa memadamkan api sedikitpun. Pelatihan penggunaan APAR secara rutin wajib dilakukan agar gerakan ini menjadi memori otot (muscle memory) bagi setiap karyawan.
4. Mengabaikan Arah Angin
Pabrik seringkali memiliki area terbuka (outdoor) atau area produksi dengan ventilasi blower yang sangat kencang. Salah satu kesalahan penggunaan APAR pabrik yang konyol namun berbahaya adalah menyemprot melawan arah angin.
Jika operator menyemprot melawan angin, dua hal buruk akan terjadi. Pertama, media pemadam (terutama jenis serbuk/powder) akan tertiup kembali ke arah operator, menyebabkan gangguan penglihatan dan pernapasan. Kedua, panas api akan menjilat ke arah tubuh operator. Hal ini membuat proses pemadaman gagal total dan membahayakan nyawa.
Solusi: Selalu perhatikan arah angin atau aliran udara AC/Blower sebelum menekan tuas. Posisikan diri mengikuti arah angin (upwind) untuk efektivitas dan keselamatan maksimal.
5. Menggunakan APAR Kadaluarsa atau Tekanan Turun
APAR bukanlah alat yang bisa dipasang lalu dilupakan selamanya. Banyak pabrik yang lalai dalam pemeliharaan alat pemadam api. Saat terjadi kebakaran, baru disadari bahwa jarum manometer sudah berada di zona merah (tekanan habis) atau serbuk di dalamnya sudah membatu karena kelembapan.
Kondisi tekanan tabung APAR turun membuat media pemadam tidak bisa terlontar keluar meskipun isinya masih penuh. Begitu juga dengan tanda kadaluarsa APAR yang diabaikan. Media powder yang sudah kedaluwarsa seringkali menggumpal dan menyumbat saluran output. Ini adalah bentuk kelalaian manajemen yang tidak bisa ditoleransi.
Solusi: Lakukan inspeksi APAR rutin minimal satu bulan sekali. Cek tekanan, kondisi selang, dan pastikan dilakukan hydrostatic test setiap 5 tahun sekali sesuai regulasi.

6. Jarak Penyemprotan Terlalu Dekat atau Jauh
Jarak adalah faktor kunci efektivitas. Jika operator berdiri terlalu jauh (misalnya 5 meter untuk APAR kecil), media pemadam mungkin sudah buyar sebelum menyelimuti api. Sebaliknya, jika terlalu dekat (kurang dari 1 meter), tekanan semprotan yang kuat justru bisa membuat bahan bakar cair (minyak/solar) terciprat dan menyebarkan api ke area yang lebih luas.
Setiap jenis APAR memiliki jarak efektif yang berbeda. Powder biasanya efektif di jarak 2 hingga 3 meter. CO2 memiliki jarak yang lebih pendek. Ketidaktahuan mengenai karakteristik ini sering menjadi penyebab api gagal padam. Pemahaman ini hanya bisa didapat melalui prosedur tanggap darurat pabrik yang disimulasikan secara nyata.
7. Panik dan Kurangnya Personel Terlatih
Kesalahan terakhir dan yang paling mendasar adalah faktor psikologis. Kepanikan membuat seseorang lupa cara mencabut pin, lupa arah nozzle, atau bahkan membeku (freezing) di tempat. Kepanikan ini muncul karena kurangnya familiaritas dengan alat.
Seringkali, pabrik hanya melatih tim satpam, sementara operator mesin atau staf gudang tidak pernah menyentuh APAR. Padahal, api bisa muncul di mana saja. Jika orang terdekat dengan api tidak tahu caranya, menunggu satpam datang dari pos depan bisa memakan waktu fatal. Kurangnya pelatihan penggunaan APAR yang merata ke seluruh level karyawan adalah investasi buruk bagi keselamatan.
Perbandingan Tindakan: Salah vs Benar
Untuk mempermudah pemahaman, berikut adalah tabel ringkas perbandingan tindakan di lapangan.
| Aspek | Tindakan Salah (Fatal) | Tindakan Benar (Standar K3) |
| Media | Pakai air/busa untuk api listrik. | Gunakan CO2 atau Powder untuk listrik. |
| Akses | APAR tertutup tumpukan kardus. | Area APAR steril dan diberi marka lantai. |
| Teknik | Menyemprot ke lidah api (atas). | Menyemprot ke dasar api (sumber bakar). |
| Arah | Melawan arah angin. | Mengikuti arah angin (membelakangi angin). |
| Kondisi | Jarum di area merah (Low Pressure). | Jarum di area hijau (Ready). |
| Jarak | Terlalu dekat (minyak menciprat). | Jaga jarak aman 2-3 meter. |
Strategi Perbaikan dan Manajemen Keselamatan
Menghindari kesalahan-kesalahan di atas memerlukan pendekatan sistematis. Perusahaan tidak bisa hanya mengandalkan inisiatif individu. Harus ada sistem yang dibangun.
Pertama, lakukan audit proteksi kebakaran secara menyeluruh. Libatkan pihak ketiga yang profesional untuk menilai apakah penempatan, jenis, dan kondisi alat Anda sudah sesuai standar. Audit ini akan membuka mata manajemen terhadap celah keamanan yang selama ini tidak terlihat. Baca juga: Cara Menghitung Kebutuhan Jumlah APAR untuk Gedung Pabrik untuk memastikan perencanaan proteksi kebakaran Anda sesuai standar dan kebutuhan lapangan.
Kedua, jadikan inspeksi APAR rutin sebagai KPI (Key Performance Indicator) tim HSE atau Safety Officer. Jangan hanya sekadar mencentang kartu gantung, tapi lakukan pemeriksaan fisik yang nyata. Bolak-balik tabung powder agar tidak menggumpal.
Ketiga, dan yang terpenting, investasi pada manusia. Lakukan pelatihan berkala yang melibatkan praktik basah (menyemprot api sungguhan). Edukasi tentang manajemen keselamatan kebakaran harus menjadi budaya perusahaan, bukan sekadar syarat sertifikasi.
Jangan Kompromi dengan Kesiapan
Kesalahan penggunaan APAR pabrik bukanlah takdir, melainkan akibat dari kelalaian manajemen dan kurangnya edukasi. Setiap kesalahan yang disebutkan di atas bisa dicegah dengan prosedur yang benar dan disiplin yang tinggi.
Ingatlah bahwa APAR adalah garis pertahanan pertama Anda. Jika garis ini tembus karena akses APAR terhalang atau karena alatnya rusak, maka pertahanan berikutnya adalah pemadam kebakaran kota yang membutuhkan waktu respons lebih lama. Selama jeda waktu itu, aset pabrik Anda yang menjadi taruhannya.
Apakah pabrik Anda sudah bebas dari 7 kesalahan fatal ini? Jangan menunggu insiden terjadi untuk mengetahuinya.
Karina Fire siap membantu Anda melalui layanan audit sistem proteksi, pelatihan penggunaan APAR bersertifikat, hingga penyediaan alat pemadam berkualitas tinggi. Hubungi kami hari ini untuk memastikan fasilitas industri Anda benar-benar aman, patuh regulasi, dan siap menghadapi segala risiko.
FAQ (Pertanyaan Umum)
1. Berapa kali pelatihan penggunaan APAR sebaiknya dilakukan di pabrik? Idealnya, pelatihan penyegaran (refreshment training) dilakukan minimal satu kali dalam setahun. Namun, untuk pabrik dengan risiko tinggi, simulasi atau fire drill disarankan setiap 6 bulan sekali.
2. Bagaimana cara mengetahui tanda kadaluarsa APAR? Untuk media powder, biasanya masa kedaluwarsa adalah 1 hingga 5 tahun tergantung rekomendasi pabrikan. Namun, secara fisik, jika serbuk sudah menggumpal atau tekanan turun (jarum di merah), alat tersebut dianggap tidak layak pakai meskipun belum mencapai tanggal kedaluwarsa.
3. Apa yang harus dilakukan jika tekanan tabung APAR turun padahal belum dipakai? Segera lakukan servis atau isi ulang (refill) di vendor terpercaya. Penurunan tekanan bisa disebabkan oleh kebocoran halus pada seal atau katup. Jangan pernah memaksakan menyimpan tabung yang tekanannya kurang.
Disclaimer: Artikel ini disusun sebagai panduan edukasi. Selalu konsultasikan kebutuhan spesifik keselamatan pabrik Anda dengan ahli K3 bersertifikat.

Hi! Saya Ronny, seorang SEO specialist di Karinafire. Saya secara konsisten memantau pembaruan dan perkembangan terbaru di dunia sistem proteksi kebakaran. Melalui artikel-artikel ini, kami berkomitmen untuk memberikan wawasan dan pengalaman untuk solusi proteksi kebakaran yang efektif dan berkelanjutan di lingkungan sekitar.


